Flat Surface Between Two Bends In Sheet Metal

Sheet Metal Flat Pattern Calculator Smlease Design

Layout And Forming Part One

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

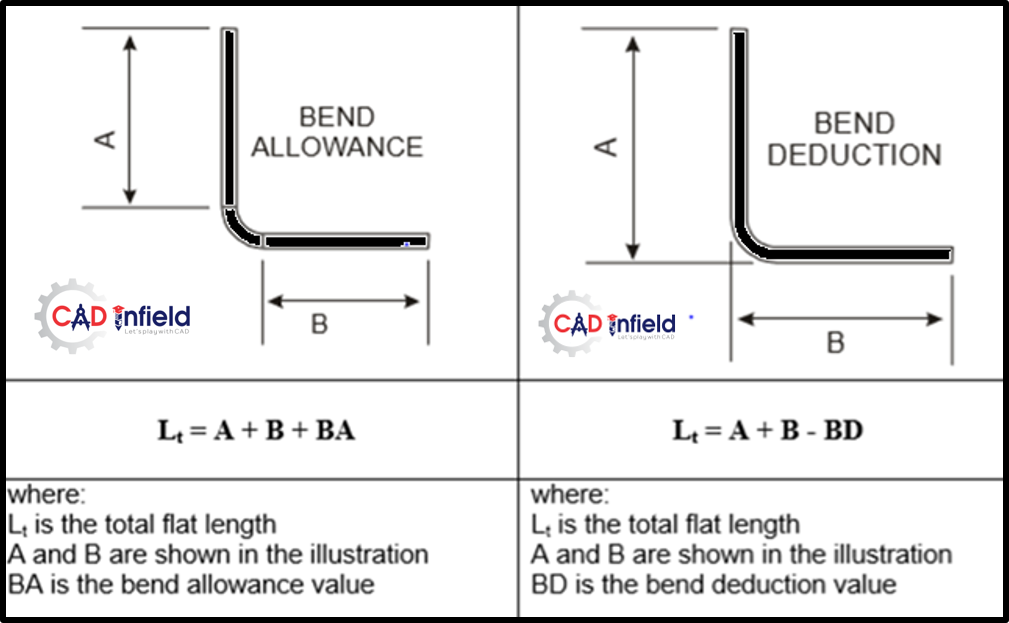
Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work
Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

In low carbon steel sheet metal the minimum radius of a bend should be one half the material thickness or 0 80 mm 0 03 inch whichever is larger counterbores.
Flat surface between two bends in sheet metal.

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Display Sheet Metal Bend Notes 1 Create A New Drawing View By Inserting The Flat Pattern Configuration Into The Drawing As A Reg Flats Patterns Pattern Notes
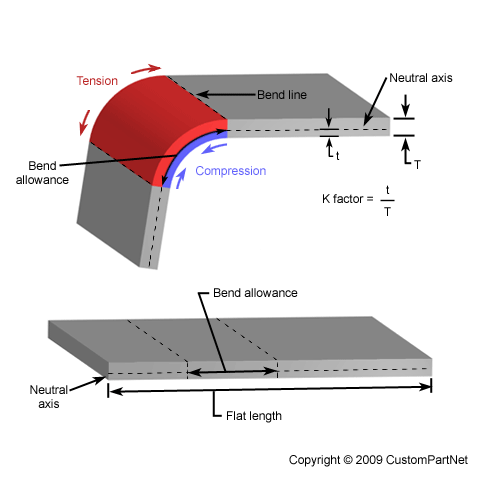
Sheet Metal Forming

Solidworks Sheet Metal Tutorial Panel Youtube Sheet Metal Sheet Metal Drawing Sheet Metal Work

Pin On Solidworks

Bend Order In Solidworks Sheet Metal Parts Solidworks Sheet Metal Solid Works

Fabrication Formulas Sheetmetal Me

Solidworks Sheet Metal Drawing Tutorial Bend Line Flat Pattern Unfolded Bend Table Punch Table Youtube

Pin Em Solidworks

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial

Solidworks Sheet Metal Exercise Basics Youtube Sheet Metal Sheet Metal Drawing Solidworks

Sheet Metal Bending Metal Bending Sheet Metal Metal Forming
Impossible Modeling Challenges Part 3 Un Bend A Square Profile In Multiple Directions Engineers Rule

Solidworks Sheet Metal Gusset Tutorial Youtube Solidworks Sheet Metal Tutorial

Design And Build An English Wheel English Wheel Metal Fabrication Tools Metal Working
Pin By George Carpenter On Hammer And Stake Repousse Sheet Metal Sheet Metal Tools Sheet Metal Work

What Is Bend Allowance K Factor Y Factor Bend Table In 2020 Sheet Metal Fabrication Allowance Metal Fabrication

Pin On Solidworks
3

Oblique Cone Off Centre Cone Radial Line Method Sheet Metal Drawing Sheet Metal Fabrication Sheet Metal Work

How To Make Custom Forming Tool In Solidworks Sheet Metal Youtube Solidworks Tutorial Solidworks Sheet Metal

English Wheel Assembly Plan In 2020 English Wheel Metal Working Tools Metal Tools

Graitec Autodesk Inventor Sheet Metal Design Rules Sheet Metal Sheet Metal Fabrication Metal Design

Diy Sheet Metal Bender Brake Sheet Metal Bender Metal Bender Sheet Metal Brake
Source : pinterest.com
